
மொழி
தயாரிப்பு தேடல்
மொழி
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

நிறுவனத்தின் செய்திகள்
டிஎம்ஏஐசி - இயந்திர பாகங்களின் தொடர்ச்சியான தரத்தை மேம்படுத்த உதவுகிறது
2025-09-19நிறுவனத்தின் தரக் கொள்கை மற்றும் நிர்வாகத் தத்துவமான "தன்னைத் திருப்திப்படுத்துங்கள், வாடிக்கையாளர்களைத் திருப்திப்படுத்துங்கள், நேர்மையாகவும் நம்பகத்தன்மையுடனும் இருங்கள், சிறந்து விளங்கப் பாடுபடுங்கள்" என்ற கொள்கையை கடைபிடித்து, வாடிக்கையாளர்களுக்கு அதிக விலை - செயல்திறன் மற்றும் நிலையான தரம் கொண்ட தயாரிப்புகளை நாங்கள் தொடர்ந்து வழங்குகிறோம். சமீபத்தில், எந்திரப் பட்டறையில், சில முக்கிய செயல்முறைகளின் முக்கிய பரிமாணங்கள் அல்லது வடிவியல் சகிப்புத்தன்மை செயலாக்கத்திற்குப் பிறகு நிலையற்றதாக இருக்கும் மற்றும் 6 - சிக்மா கட்டுப்பாட்டுத் தேவைகளைப் பூர்த்தி செய்யத் தவறிய ஒரு நிகழ்வு உள்ளது. நிறுவனத்தின் நிர்வாகம் இதற்கு அதிக முக்கியத்துவம் அளித்து, பட்டறை தர மேம்பாட்டு பணிக்குழுவை அமைப்பதற்காக பட்டறையை ஊக்குவித்துள்ளது. இந்த பணிக்குழுவில் தொடர்புடைய துறைகளைச் சேர்ந்த தலைவர்கள், சம்பந்தப்பட்ட பொறியாளர்கள், குழுத் தலைவர்கள் மற்றும் முன் வரிசை உற்பத்தி ஊழியர்கள் உள்ளனர். 6 - சிக்மா முன்னேற்றத்தின் DMAIC முறையைப் பயன்படுத்துவதன் மூலம், ஒரு விரிவான தர மேம்பாட்டு பிரச்சாரம் தொடங்கப்பட்டுள்ளது. பின்னணி ஆய்வு, தரவு சேகரிப்பு, சிக்கல் சுருக்கம், காரண பகுப்பாய்வு மற்றும் குறுகிய கால மற்றும் நீண்ட கால மேம்பாட்டு நடவடிக்கைகளை உருவாக்குதல் போன்ற தொடர்ச்சியான முன்னேற்ற நடவடிக்கைகள் மூலம், தர மேம்பாட்டு பணிகள் முழுமையாக மேற்கொள்ளப்பட்டுள்ளன. இந்த முன்னேற்றச் செயல்பாடு, 6 - சிக்மா மேம்பாட்டுக் கருவிகளைப் புரிந்துகொள்வதிலும், பயன்படுத்துவதிலும் மற்றும் மேம்படுத்துவதிலும் இணையான முறையில் கிராஸ்-ரூட்ஸ் மேலாளர்கள் மற்றும் பணியாளர்களின் நடைமுறைத் திறனை விரிவாக மேம்படுத்தியுள்ளது. இது இயந்திர பாகங்களின் தர குணாதிசயங்களின் மாறுபாடு மற்றும் ஏற்ற இறக்கங்களைக் குறைக்க உதவுகிறது, இதன் மூலம் மோட்டார்களின் ஒட்டுமொத்த உற்பத்தித் தரத்தை மேம்படுத்துகிறது மற்றும் வாடிக்கையாளர்களுக்கு சிறந்த தரமான தயாரிப்புகளை வழங்க உதவுகிறது.
DMAIC மேம்படுத்தல் செயல்முறை ஐந்து கட்டங்களை உள்ளடக்கியது: வரையறுத்தல், அளவிடுதல், பகுப்பாய்வு செய்தல், மேம்படுத்துதல் மற்றும் கட்டுப்படுத்துதல். இந்த ஐந்து கட்டங்களும் ஒரு முழு-செயல்முறை தரத்தை மேம்படுத்தும் முறையாகும், மேலும் ஒவ்வொரு கட்டமும் பல வேலை படிகளைக் கொண்டுள்ளது. இரட்டை-ஆதரவு இயந்திரத் தளம் மற்றும் தாங்கி அறை அசெம்பிளியின் அசெம்பிளிக்குப் பிறகு, முன் மற்றும் பின் தாங்கி அறைகளின் கோஆக்சியலிட்டி மற்றும் அசெம்பிளி எண்ட் ஃபேஸ் ரன்அவுட் ஆகியவை நிலையற்றதாக இருக்கும் சிக்கலின் முன்னேற்றத்தின் சுருக்கமான விளக்கம் பின்வருமாறு:
01 வரையறுக்கவும்
குழுவின் தொடர்புடைய உறுப்பினர்கள் சிறப்புத் தர மேம்பாட்டுக் கூட்டத்தை நடத்தினர் மற்றும் குழுவின் முன்னேற்ற இலக்குகளை வரையறுக்க மூளைச்சலவையைப் பயன்படுத்தினர்:
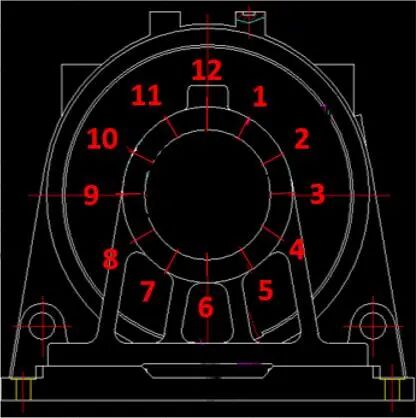
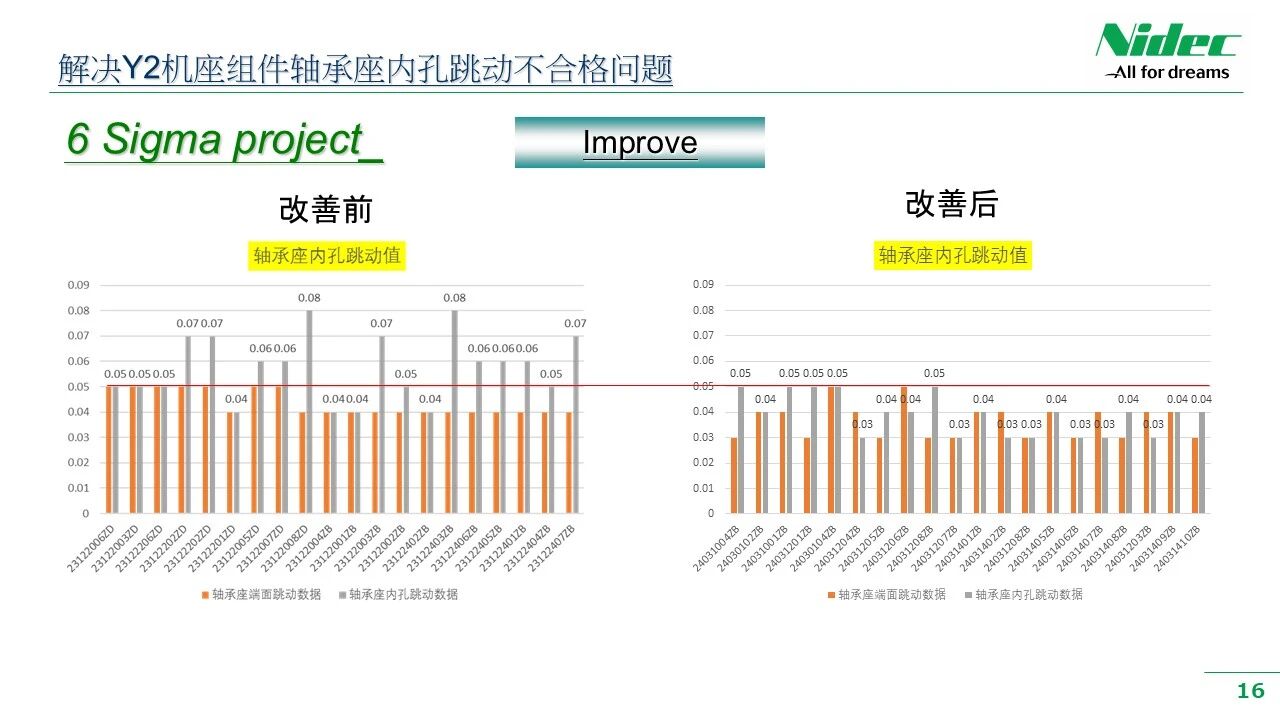
• அ) சிக்கல்: இரட்டை-ஆதரவு இயந்திர அடிப்படை அசெம்பிளியின் தாங்கி இருக்கையின் நுண்ணிய இயந்திர உள் துளையின் கோஆக்சியலிட்டி நிலையற்றது. அசெம்பிளிக்குப் பிறகு, முழு இயந்திரத் தளத்தின் தாங்கி அறையின் ரன்அவுட் சகிப்புத்தன்மையை மீறும், இது வரைதல் தேவைகளை பூர்த்தி செய்யாது.
• b) முன்னேற்ற இலக்கு: குறைபாடு விகிதம் 200 PPM க்கும் குறைவாக உள்ளது, மற்றும் தாங்கி அறையின் ரன்அவுட் 0.05 மிமீக்கும் குறைவாக உள்ளது.

02 அளவீடு
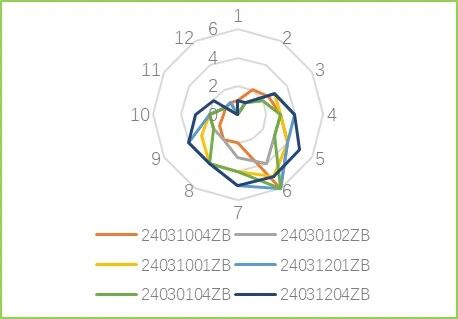
மேம்படுத்தல் குழு தர அட்டவணையை வடிவமைத்துள்ளது - எந்திர செயல்முறை தொடர்பான அளவுருக்களை பாதிக்கிறது. இந்த அட்டவணையின்படி, தொடர்புடைய செயல்முறைகளின் ஆபரேட்டர்கள் செயல்முறை மற்றும் செயல்முறை சிதைவு, வெட்டு அளவுரு அமைப்புகள், கருவி மற்றும் சாதனங்களின் முக்கிய அளவுரு அமைப்புகள், பொருத்துதல் மற்றும் இறுக்குதல் படை அமைப்புகள் மற்றும் பிற தொடர்புடைய அளவுருக்கள் உள்ளிட்ட தரவுகளை சேகரித்தனர். தரவு சேகரிப்பு முடிந்ததும், தற்போதைய அளவீட்டு முறையின் செயல்திறனை ஒரு புறநிலை மதிப்பீடு செய்ய ஒரு ரேடார் விளக்கப்படம் பயன்படுத்தப்படுகிறது.
• ஏ. மதிப்பீட்டு அளவுருக்களை வரையறுக்கவும்
மூளைச்சலவைக்கான காரணம் - மற்றும் - விளைவு மீன் எலும்பு வரைபடத்தைப் பயன்படுத்தி, 5M2E (மனிதன், இயந்திரம், பொருள், முறை, அளவீடு, சுற்றுச்சூழல், ஆற்றல்) ஆகியவற்றில் சாத்தியமான காரணத்தை - செல்வாக்கு செலுத்தும் காரணிகளைப் பட்டியலிட்டு, மூலத் தரவை பட்டியலின் வடிவத்தில் சேகரிக்கவும். எடுத்துக்காட்டாக, கிளாம்பிங் ஃபோர்ஸ் மற்றும் டிஃபார்மேஷன், மெஷின் டூல் வேகம் மற்றும் கட்டிங் பாராமீட்டர் அமைப்புகளுக்கு இடையே உள்ள தொடர்பு மற்றும் இயந்திரக் கருவியின் துல்லிய அளவுருக்கள் ஆகியவற்றுக்கு இடையேயான தொடர்பு.
• பி. தரவு சேகரிக்க
முக்கிய தர பண்புகள் மற்றும் முக்கிய செயல்முறை வெளியீட்டு மாறிகளை உறுதிப்படுத்திய பிறகு, முக்கிய செயல்முறை உள்ளீட்டு மாறிகளைக் கண்டறியவும். செயல்முறை பொறியாளர் தரவுகளை சேகரிக்க பணியாளர்களுக்கு வழிகாட்டுகிறார்.
• சி. அளவிடப்பட்ட தரவை மதிப்பிடுக
முக்கிய செயல்முறை மாறிகளிலிருந்து சேகரிக்கப்பட்ட மூலத் தரவின் அடிப்படையில், சராசரி, மாறுபாடு மற்றும் நிலையான விலகல் போன்ற புள்ளிவிவரத் தரவைக் கணக்கிடுங்கள். மேலும் பகுப்பாய்விற்கு ஒரு பரேட்டோ விளக்கப்படம், X/R கட்டுப்பாட்டு விளக்கப்படம் அல்லது ரேடார் விளக்கப்படத்தை வரையவும். எடுத்துக்காட்டாக, தரவு ரேடார் விளக்கப்படம் மூலம், இயந்திர அடிப்படை அசெம்பிளியின் தாங்கி இருக்கையின் உள் துளையின் ரன்அவுட் தாங்கி இருக்கையின் உள் துளையின் சிதைவால் ஏற்படுகிறது என்பதைக் காணலாம். இந்த முடிவின் அடிப்படையில், நாம் ஒரு இலக்கு முறையில் காரணங்களை பகுப்பாய்வு செய்யலாம்.
03 பகுப்பாய்வு
குழுவானது PFMEA (செயல்முறை தோல்வி முறை மற்றும் விளைவுகள் பகுப்பாய்வு) மற்றும் மீன் எலும்பு வரைபடங்கள் போன்ற பகுப்பாய்வுக் கருவிகளைப் பயன்படுத்துகிறது. இதில் தரவுகளின் விநியோகம், போக்குகளை மாற்றுதல், அவுட்லையர்களை அடையாளம் காணுதல், செயல்முறை மாறிகளுக்கு இடையிலான உறவை பகுப்பாய்வு செய்தல் மற்றும் சாத்தியமான சிக்கல்களின் மூல காரணங்களை தீர்மானித்தல் ஆகியவை அடங்கும். சிக்கல்கள் மற்றும் காரணங்களுக்கிடையேயான தொடர்பை நிறுவுவதன் மூலம், குழு சிக்கலின் தன்மையைப் பற்றிய ஆழமான புரிதலை உருவாக்கலாம் மற்றும் பயனுள்ள தீர்வுகளை உருவாக்குவதற்கான அடித்தளத்தை அமைக்கலாம். எடுத்துக்காட்டாக, தாங்கி இருக்கையின் உள் துளையின் ரன்அவுட் தரவின் ரேடார் விளக்கப்படத்தின் பகுப்பாய்வு மூலம், இந்த சிக்கலின் காரணங்கள் எந்திர விறைப்பு மற்றும் ரன்அவுட்டில் மையவிலக்கு விசையை எந்திரத்தின் செல்வாக்கு ஆகியவை அடங்கும் என்று நாம் முடிவு செய்யலாம். DOE (சோதனைகளின் வடிவமைப்பு) கொள்கையின்படி, காரணக் கருதுகோள் சரியானதா என்பதைச் சரிபார்க்க ஒரு முன்னேற்றத் திட்டம் வடிவமைக்கப்பட்டுள்ளது, பின்னர் மூல காரணம் கண்டறியப்பட்டது.
04 மேம்படுத்தவும்
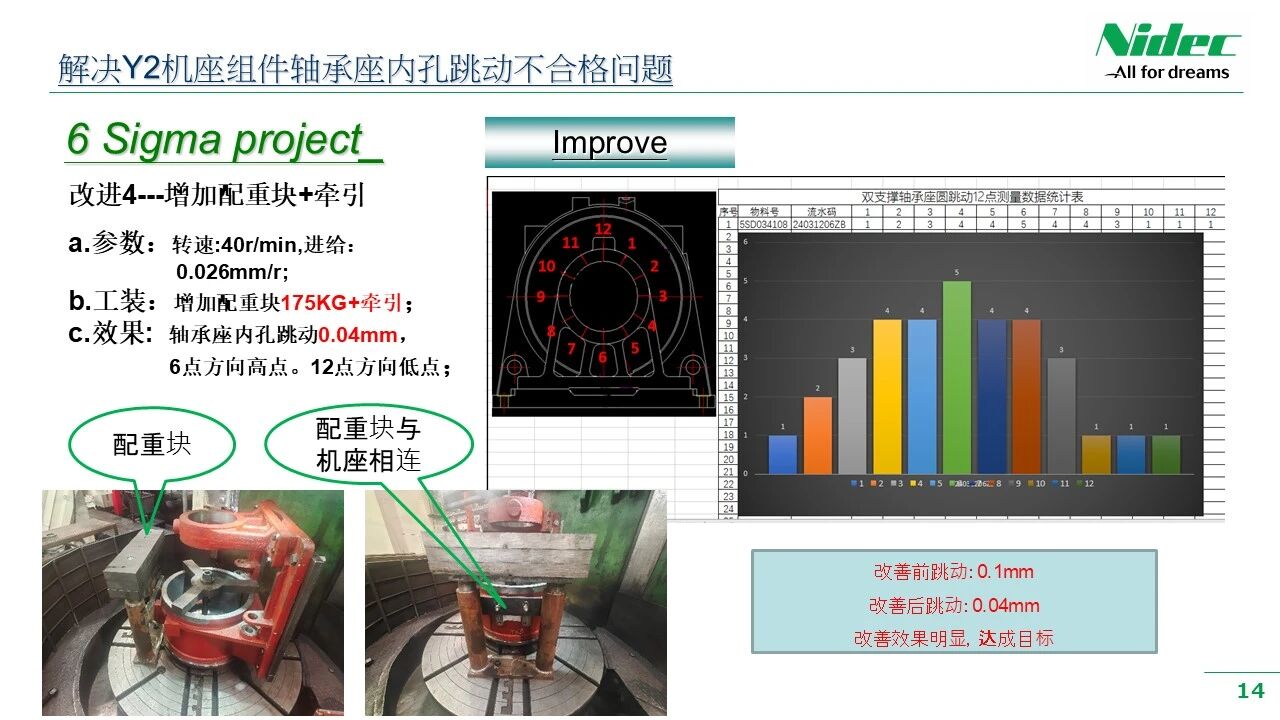
பகுப்பாய்வு மற்றும் சரிபார்ப்பின் முடிவுகளின் அடிப்படையில், குழு இலக்கு தீர்வுகளை முன்மொழிகிறது மற்றும் செயல்படுத்துகிறது. இது செயல்முறை மேம்படுத்தல், தொழில்நுட்ப மேம்படுத்தல், செயல்பாட்டு மேம்பாடு மற்றும் பிற அம்சங்களை உள்ளடக்கியிருக்கலாம். உண்மையான செயல்பாட்டில் அவர்கள் எதிர்பார்த்த முடிவுகளைத் தரமுடியும் என்பதை உறுதிப்படுத்த, தீர்வுகளின் செயல்திறனைக் குழு சரிபார்க்க வேண்டும் என்பது முக்கியம். சரிபார்ப்பு வெற்றிகரமாக முடிந்ததும், புதிய தீர்வுகள் தரநிலையாக்கப்படுவதையும், எந்திரச் செயல்முறை முழுவதும் முன்னேற்ற முடிவுகள் மேம்படுத்தப்படுவதையும் உறுதிசெய்ய குழு செயல்முறை விளக்கம் மற்றும் செயல்பாட்டு முறைகளைப் புதுப்பிக்கும். எடுத்துக்காட்டாக, Y2 சீரிஸ் மெஷின் பேஸ் அசெம்பிளியின் ரன்அவுட் சிக்கலைத் தீர்க்கும் போது, பகுப்பாய்வு கட்டத்தில் பகுப்பாய்வு செய்யப்பட்ட முடிவுகளின் அடிப்படையில் இலக்கு தீர்வுகளை எங்கள் குழு முன்மொழிந்தது. இந்த தீர்வுகளில் தாங்கி இருக்கையின் இடைநிறுத்தப்பட்ட நிலையில் ஆதரவு புள்ளிகளைச் சேர்ப்பது, விறைப்புத்தன்மையை அதிகரிக்க இயந்திர தளத்தின் பாதங்களில் எஃகு தகடுகளைச் சேர்ப்பது மற்றும் இயந்திரத் தளத்தின் பாதங்களுக்கு எதிரே எதிர் எடைகளைச் சேர்ப்பது ஆகியவை அடங்கும். பின்னர், சோதனைச் செயலாக்கச் சரிபார்ப்புகள் ஒவ்வொன்றாக மேற்கொள்ளப்பட்டு, செயலாக்கச் சரிபார்ப்புத் தரவு குழுவின் எதிர்பார்க்கப்பட்ட இலக்குகளை எட்டியது என்பதை உறுதிப்படுத்தி, இறுதியாக ஒரு பயனுள்ள தீர்வு காணப்பட்டது.
05 கட்டுப்பாடு
கட்டுப்பாட்டு கட்டம் என்பது DMAIC முறையின் இறுதி இணைப்பாகும், மேலும் முன்னேற்ற முடிவுகளின் நிலைத்தன்மையை உறுதி செய்வதற்கான திறவுகோலாகவும் உள்ளது. இந்த கட்டத்தில், செயல்முறை கண்காணிப்பு, அசாதாரண கையாளுதல் மற்றும் தொடர்ச்சியான முன்னேற்றம் உள்ளிட்ட கட்டுப்பாட்டு திட்டத்தை குழு உருவாக்கி செயல்படுத்தும். செயல்முறை செயல்திறனை தொடர்ந்து கண்காணித்து, கட்டுப்பாட்டு உத்தியை சரிசெய்வதன் மூலம், செயல்முறை எப்போதும் கட்டுப்படுத்தப்பட்ட நிலையில் இருப்பதை குழு உறுதிசெய்து, சிக்கல் மீண்டும் வராமல் தடுக்கலாம்.
சிக்ஸ் சிக்மா டிஎம்ஏஐசி மேம்பாட்டுக் கருவியின் குறிப்பிட்ட பயன்பாட்டின் மூலம், எந்திரப் பட்டறையின் பல மேம்பாட்டுக் குழுக்களில், செயல்முறைத் தரத்தை மேம்படுத்த இந்தக் கருவியைத் தொடர்ந்து பயன்படுத்துவதற்கான விழிப்புணர்வு மற்றும் நடைமுறைத் திறன் அனைத்து ஊழியர்களுக்கும் மேம்படுத்தப்பட்டுள்ளது. இது பணிமனையில் உள்ள அனைத்து ஊழியர்களின் புதுமை மற்றும் முன்னேற்றத்தின் உயிர்ச்சக்தியைத் தூண்டியது, எதிர்கால மேம்பாட்டுத் திட்டங்களில் DMAIC முறையின் விரிவான மற்றும் ஆழமான பயன்பாட்டை ஊக்குவித்தது, எந்திரப் பட்டறையில் உள்ள அனைத்து ஊழியர்களின் தரமான அசாதாரண சிக்கல்களை பகுப்பாய்வு செய்து தீர்க்கும் திறனை பெரிதும் மேம்படுத்தியது.
செய்தி பரிந்துரைகள்

சந்திப்பு "நி" | நிடெகோ எலிவேட்டர் கூறுகள் 2026 சீனா சர்வதேச எலிவேட்டர் கண்காட்சியில் அறிமுகமாகின்றன
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. பிரமாண்டமாக திறக்கிறது, முக்கிய எலிவேட்டர் கூறுகளுக்கான உலகளாவிய நுண்ணறிவு உற்பத்தி மேம்படுத்தலை மேம்படுத்துகிறது
2026-06-20
பட்டுப்பாதையில் புதிய வாய்ப்புகள்: கஜகஸ்தானின் எலிவேட்டர் சந்தையை ஆய்வு செய்தல்
2026-06-20
Nidec Ultra-Thin Machine Retrofit Solution
2026-03-21
ஸ்டேட்டருக்கான மட்டு ஒற்றை பற்கள் முறுக்கு, உயர் திறன் உற்பத்திக்கான புதிய தரநிலையை அமைக்கிறது
2026-03-02